本篇目录:
急求该螺纹轴机械加工工艺过程卡
(1)工件材料:45钢正火,模锻。90mm×90mm×20mm (2)加工要求:螺纹表面粗糙度值Rp=6。牙形角为60度。
传动轴磨削余量可取0.5mm,半精车余量可选用5mm。加工尺寸可由此而定,见该轴加工工艺卡的工序内容。
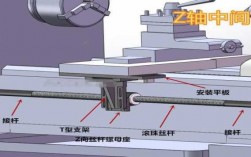
-图1")
钳工做螺孔,螺杆的工艺过程:做螺孔的过程就是打螺纹底孔,然后丝攻攻丝,螺杆是车床加工出来的。把零件按机械设备的装配技术要求进行组件,部件装配和总装配,并经过调整,检验和试车等,使之成为合格的机械设备。
一渗碳主轴,每批40件,材料20Cr,除内外螺纹外S0.9~C59。渗碳件工艺比较复杂,必须对粗加工工艺绘制工艺草图)。
【急!】编制下图轴的机械加工工艺过程卡片【及时的追加50或更多】_百...
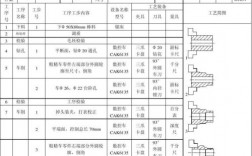
带锯下料:55X24调制:HB230-240 粗车:尺寸235两端面车至尺寸,两端车顶尖孔。其余外圆表面留精加余量5,各个轴肩留精加工余量5,B-B车至34。
产品信息(名称、型号、材料)加工信息(使用设备、刀具、加工时间、加工步骤)质量信息(步骤过程中或成品的质量要求或质量标准、步骤过程中的尺寸)附有零件图,备注有相关的配合于其它产品的信息。
-图2")
剪板机下料:488x170x2,Q235,2件 线切割主视图圆弧边。作右边视图2-φ9孔。折弯机折弯成型,注意,左右各一件。修整,去毛刺。
车削轴承座的机械加工工艺过程卡片 发布时间:2014-12-04 15:26 4-Φ14只要求。车Φ75凸台既端面至要求,位置在轴承座的四个角上(也可三个)装四颗M8的螺丝(也可三颗)调到等高。1。
机械加工工序卡片记载的主要内容如下:零件名称和编号:标识需要加工的零件的名称和编号,以便进行区分和追踪。
轴类零件加工工艺
1、拟定传动轴的工艺过程时,在考虑主要表面加工的同时,还要考虑次要表面的加工。
-图3")
2、零件加工工艺的轴类零件的功用、结构特点及技术要求 轴类零件是机器中经常遇到的典型零件之一。它主要用来支承传动零部件,传递扭矩和承受载荷。
3、是在制定轴类零件机械加工工艺规程时,应着重考虑的因素。
传动轴加工工艺过程
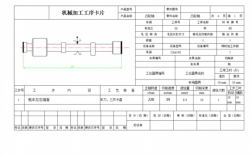
1、综上所述,所定的该传动轴加工工艺过程见表A-1。表A-1 传动轴机械加工工艺卡 传动轴机械加工工艺过程工序简图 为了表达清楚各工序的内容及要求,其传动轴加工工艺过程的工序简图见表A-2。
2、拟定传动轴的工艺过程时,在考虑主要表面加工的同时,还要考虑次要表面的加工。
3、切削加工主要涉及铣床加工,采用高速钢刀进行相关部位的削减,以保证传动轴精密度。磨削加工主要用于外圆和内螺纹,采用研磨头将表面磨平,以提高表面光洁度。
4、传动轴的加工工艺流程是:锻造——热处理退火——机加工——调质处理——精加工。铣键槽安排在调质之后就可以了。
轴零件的加工工艺流程是怎样的?
1、拟定传动轴的工艺过程时,在考虑主要表面加工的同时,还要考虑次要表面的加工。
2、轴的工艺路线如下:下料→车两端面,钻中心孔→粗车各外圆→调质→修研中心孔→半精车各外圆,车槽,倒角→划键槽加工线→铣键槽→修研中心孔→磨削→检验。
3、零件图工艺分析中,需理解零件结构特点、精度、材质、热处理等技术要求,且要研究产品装配图,部件装配图及验收标准。
4、车床:(1)夹棒料左端,平右端面,钻中心孔。车φ4φ2φ25jsφ25fφ20f7外圆。
到此,以上就是小编对于轴的加工工艺工序卡的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏