本篇目录:
轴的加工工艺流程是怎样的?
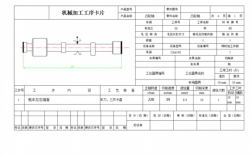
1、拟定传动轴的工艺过程时,在考虑主要表面加工的同时,还要考虑次要表面的加工。
2、主轴加工工艺过程 车 工序采用设备:CA6140、莫氏3号铰刀、莫氏3 号塞 规1: 5环规 工序内容:按工艺草图车全部至尺寸 (1)一端钻中心孔φ2。 (2)1:5锥度及莫氏3#内锥涂色检验,接触面60%。
-图1")
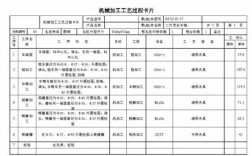
3、阶梯轴加工工艺过程如下:下料:根据直径尺寸选择棒料钢材。断料:将棒料锻造成第一轴段、第二轴段、第三轴段、第四轴段及第五轴段。预备热处理:在切削加工前安排对断料后的阶梯轴毛坯进行正火处理。
4、光轴加工的工艺过程:下料—粗车—精车—调质—磨—镀铬—抛光。需要的机床:锯床、车床、磨床。需要的刀夹具:车刀、外圆刀、割槽刀、螺纹刀、中心钻、中心架。
5、一般采用a6的中心钻来钻此中心孔。2 粗车各级外圆 粗车毛坯各级外圆后的形状和尺寸外圆各尺寸均留余量6mm为半精加工做准备。
轴的加工工艺
下料:根据直径尺寸选择棒料钢材。断料:将棒料锻造成第一轴段、第二轴段、第三轴段、第四轴段及第五轴段。预备热处理:在切削加工前安排对断料后的阶梯轴毛坯进行正火处理。
-图2")
轴类零件是常见的零件之一。按轴类零件结构形式不同,一般可分为光轴、阶梯轴和异形轴三类;或分为实心轴、空心轴等。它们在机器中用来支承齿轮、带轮等传动零件,以传递转矩或运动。
零件图工艺分析中,需理解零件结构特点、精度、材质、热处理等技术要求,且要研究产品装配图,部件装配图及验收标准。
外圆表面的加工方法及加工精度轴类、套类和盘类零件是具有外圆表面的典型零件。外圆表面常用的机械加工方法有车削、磨削和各种光整加工方法。
轴类零件可根据使用要求、生产类型、设备条件及结构,选用棒料、锻件等毛坯形式。
-图3")
机床主轴加工工艺过程都有哪些要求?
(1)主轴深孔加工应安排在外圆粗车之后。这样可以有一个较精确的外圆来定位加工深孔,有利于保证深孔加工的壁厚均匀;而外圆粗加工时又能以深孔钻出前的中心孔为统一基准。
机床主轴的加工都有哪些要求:主轴材料的刚度要求材料的刚度可通过弹性模量E值反应。钢的E值较大,所以,主轴材料首选钢材。
精细车高精度、细粗糙度表面的最终加工工序。适用于有色金属零件的外圆表面加工,但由于有色金属不宜磨削,所以可采用精细车代替磨削加工。但是,精细车要求机床精度高,刚性好,传动平稳,能微量进给,无爬行现象。
同时还应考虑以下各点:(1)主轴深孔加工应安排在外圆粗车之后。这样可以有一个较精确的外圆来定位加工深孔,有利于保证深孔加工的壁厚均匀;而外圆粗加工时又能以深孔钻出前的中心孔为统一基准。
到此,以上就是小编对于轴类零件加工工艺过程卡片ppt的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏