本篇目录:
套类零件的内、外表面有较高的相互位置精度要求时,如何安排加工的顺序...
1、机械加工顺序的安排一般应遵循以下原则:上道工序的加工不能影响下道工序的定位与夹紧。以相同的安装方式或使用同一把刀具加工的工序,最好连续进行,以减少重新定位或换刀所引起的误差。
2、先粗后精一个零件的切削加工过程,总是先进行粗加工,在进行半精加工,最后是精加工和光整加工。
-图1")
3、先面后孔 对于箱体、支架和连杆等工件,应先加工平面后加工孔,这是因为平面轮廓尺寸较大,平面定位安装稳定,通常均以平面定位来加工孔,以便于保证平面和孔的位置精度。
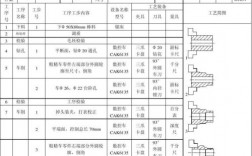
4、.加工顺序安排的原则 (1)先粗后精?对于粗精加工在一道工序内进行的加工内容,应先对各表面进行全部粗加工,然后再进行半精加工和精加工,以逐步提高加工精度。
5、这个先后顺序后可以,没有固有的顺序,只是一种作业习惯,就如:先平端面后倒角一样,习惯了材料送出来后,先端面车一刀,特别是下料加工的产品,如果你不先车端面,料下斜了,端面车不出来,那外圆也是白车。
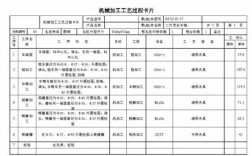
这个轴套类零件,怎么写加工工艺过程卡
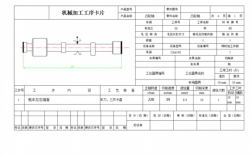
1、拟定工艺过程 定位精基准面中心孔应在粗加工之前加工,在调质之后和磨削之前各需安排一次修研中心孔的工序。
-图2")
2、下料,棒料选择φ40的毛坯料,粗车,基准圆面,掉头夹持。
3、轴的工艺路线如下:下料→车两端面,钻中心孔→粗车各外圆→调质→修研中心孔→半精车各外圆,车槽,倒角→划键槽加工线→铣键槽→修研中心孔→磨削→检验。
4、标题:工艺卡片应包括明确的标题。图纸号:应包括相关的图纸号,以便钳工可以准确地找到需要加工的零件。工序:应列出每个工序的顺序和具体要求,包括在每个工序中需要进行的操作和使用的工具。
套简类零件的加工顺序上,常采用哪两种方案?
1、套筒灌浆接头所使用的套筒一般由球墨铸铁或优质碳素结构钢铸造而成,其形状大多为圆柱形或纺锤形。
-图3")
2、先粗后精一个零件的切削加工过程,总是先进行粗加工,在进行半精加工,最后是精加工和光整加工。
3、为了解决这些问题,常采用以下两种装夹方式: (1)用外圆定位装夹; (2)用已加工内孔定位。在生产过程中一般采用均匀径向力夹紧或轴向力夹紧的方式。常用的夹具有软爪,心轴,弹簧夹头,液性塑料夹具等。
到此,以上就是小编对于套类零件加工工艺过程有哪些的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏