本篇目录:
- 1、简述在数控铣床加工复杂零件的操作方法与步骤?
- 2、铣削加工有什么工艺特点
- 3、加工中心方块中间怎么扣圆的
- 4、加工中心铣六方形怎么编程,比方说24的六方形,能帮我把程序列出来吗?谢...
- 5、铣床是怎样加工零件的啊?
- 6、加工步骤怎么写用的普铣
简述在数控铣床加工复杂零件的操作方法与步骤?
1、如果程序简单,可以通过键盘直接在CNC控制面板上输入。如果程序很简单,只加工一件,就没必要保存程序。MDI可用于逐步输入和处理。另外,程序中用到的工件原点、刀具参数、偏置和各种补偿也必须在加工前输入。
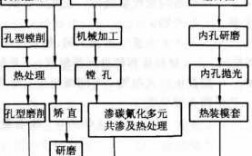
2、开机回到参考点 将机床工作台移动到机床中间(按负向键,否则会超程),将工件放在工作台上。用百分表找正,然后夹紧工件(如果工件允许,夹紧后铣方也可以,所以不再用百分表找正);如果使用平口钳,应首先校正钳口。
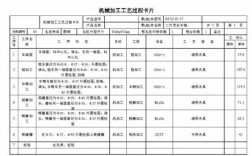
-图1")
3、首先回机床参考零位(即回零),使机床对其以后的操作有一个基准位置。
铣削加工有什么工艺特点
采用多刃刀具加工,刀刃轮替切削,刀具冷却效果好,耐用度高。
铣削过程的特点主要体现在以下几点:生产率高铣削时铣刀连续转动,并且允许较高的铣削速度,因此具有较高的生产率。断续切削铣削时每个刀齿都在断续切削,尤其是端铣,铣削力波动大,故振动是不可避免的。
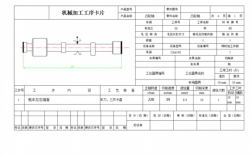
传统铣削较多地用于铣轮廓和槽等简单外形、特征,适于加工平面、沟槽、各种成形面和模具的特殊形面等,主要用于加工模具、检具、薄壁复杂曲面、人工假体、叶片等。
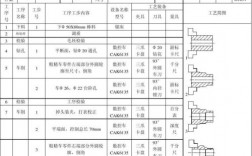
-图2")
高速铣削加工可获得较高的金属切除率、很高的加工精度和良好的加工表面质量,因此,在现代制造业中受到普遍重视,发展也相当迅速。相对于传统的切削加工,高速加工中切削速度、进给速度都有了很大的提高,而且切削机理也不相同。
加工灵活、通用性强,数控铁床的最大特点是高柔性,即灵活、通用、万能,可以加工不同形状的工件。在数控铣床上能完成钻孔、镗孔、校孔、铣平面、铣斜面、铣槽、铣曲面(凸轮)、攻螺纹等加工。
加工中心方块中间怎么扣圆的
一般来说,我们可以使用圆弧指令来编写程序,例如G01X1Y1C0R0.5,其中X和Y代表加工点的坐标,C代表切入角度,R代表圆角的半径。此外,还需要设置安全高度,以确保工具不会穿过工件或导致工具损坏。
第一步,打开软件,单击工具栏上的新建图标开始一个新项目,见下图,转到下面的步骤。第二步,执行完上面的操作之后,或单击菜单栏中的项目,然后在下拉框中单击“新建”,见下图,转到下面的步骤。
-图3")
正负判断方法:刀具停留在轴的负方向,往正方向进给,也就是与坐标轴同向,那么就取正值,反之为负。 技巧 在加工整圆时,一般把刀具定位到中心点,下刀后移动到x轴或Y轴的轴线上,这样就有一根轴是0,便于编程。
有3种方法:1。用R编程,用这种方法实际上只能编圆弧,不能编整园,圆心角小于180度R取正值,大于或者等于180度r用取负值,也就是如果是铣整园至少要分两段。
如图示界面。关键参数设置,设置倒角参数,案例中C角大小为0.15mm,如图示界面参数设置。生成刀轨,确认参数设置无误,如图示界面。模拟加工,确认刀轨合理,保存设置,完成法兰克系统铣整圆创建。
加工中心铣六方形怎么编程,比方说24的六方形,能帮我把程序列出来吗?谢...
1、要先把几个点的坐标算出来,很麻烦,可以用电脑直接把坐标算出来。有了几个点的坐标就容易编出程序来了。最好加刀具半径补偿,这样用不同的补偿用可以铣出不同直径的6方。
2、第一步:编写攻丝程序编写 G0G90G54X0Y0 S300M3 G43H1Z50.M8 M29S300 G98G84RZ-1F600 (F=转速X牙距) G0Z200.M9 G80M5 M30。
3、紧接着以零点为旋转中心G68X0Y0R-60.然后重复第一条边X100.Y0(Y0必须要给)第二条边oK 然后在:G68X0Y0R-1X100.Y0 重复这两段,记得每次R的角度以60度增加。
铣床是怎样加工零件的啊?
卧式铣床可用各种圆柱铣刀、圆片铣刀、角度铣刀、成型铣刀和端面铣刀加工各种平面、斜面、沟槽等。
铣削加工的加工范围比较广泛,主要用来加工平面,垂直面,斜面),台阶面,沟槽(键槽,燕尾槽,T形槽等),也可进行钻孔,铰孔。
在铣床上利用铣刀的旋转和工件的移动对工件进行切削加工的方法称为铣削。铣削是金属切削加工常用的方法之一。
铣床在工作时,工件装在工作台上或分度头等附件上,铣刀旋转为主运动,辅以工作台或铣头的进给运动,工件即可获得所需的加工表面。由于是多刀断续切削,因而铣床的生产率较高。用铣刀对工件进行铣削加工的机床。
直纹曲面类零件是指由直线依某种规律移动所产生的曲面类零件。当采用四坐标或五坐标数控铣床加工直纹曲面类零件时,加工面与铣刀圆周接触的瞬间为一条直线。这类零件也可在三坐标数控铣床上采用行切加工法实现近似加工。
(2)保证工件加工面的粗糙度和精度。(3)在满足以上两项要求的前提下,要充分发挥机床的潜力和刀具的切削性能,尽可能选用较大的切削用量,使机动时间少,生产率最高,成本最低。
加工步骤怎么写用的普铣
.选择简易R功能(SIMPLE).2.选择R加工形式,形式为预设的 1-8型,提示形式为(WHICH).3.选择加工平面XY、XZ或YZ.4.输入圆弧的半径(RADIUS).5.输入刀具直径(TL DIA)。
(4)用普通机床加工时难以观察、控制及检测的内腔、箱体内部等。(5)有严格尺寸要求的孔或平面。(6)能够在一次装夹中顺带加工出来的简单表面或形状。(7)采用数控铣削加工能有效提高生产率、减轻劳动强度的一般加工内容。
:换装钻头。2:装夹固定物件。3:校对好钻头与打孔间位置。4:锁定前后左右进车键。5:试探性下钻。6:如无误差即可完成工作,否则要重复以上3-4-5程序。
铣削键槽的方法: 直接用尺寸合适的键槽铣刀,在工件表面上,轻轻地接触工件表面即可。图2。然后使用大小的前刀找到中心的误差约10导线。 中心必须找对人,这与工作经验有很大关系,要多学多练。
数控铣床 的工作原理 在铣床上,把被加工零件的工艺过程、工艺参数、以及刀具与工件的相对位移,用数控语言编写成加工程序单,然后将程序输入到数控装置,数控装置便根据数控指令控制机床的各种操作和刀具与工件的相对位移。
到此,以上就是小编对于铣方块程序的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏