本篇目录:
车床车端面,怎么车?
1、端面就是和旋转轴平行的外端平面。刀具在车端面时是径向进刀,要注意速度放慢,沿外轮廓线行进。
2、① 粗车端面及φ40㎜外圆,留1㎜精车余量。② 精车φ40㎜外圆到尺寸。2.选择机床设备 根据零件图样要求,选用经济型数控车床即可达到要求。故选用CK0630型数控卧式车床。
-图1")
3、从机构传动角度来说,普通车床是不能车端面螺纹的。但可以根据端面螺纹的生成原理,计算主轴转速和小刀架进给量的关系,即主轴每转进刀量,近似地车出端面螺纹,不精确,刀具很容易损坏。
4、为CNC机床上的常见工件,现在,主要通过使用可转位刀片来获得高生产效率和高生产安全性。对于螺纹车削,机床的进给率是最关键的因素,因为其必须与螺距相等。
车削齿轮坯的步骤
1、制齿坯--可根据要求不同采用铸、锻方法制齿坯,也可用圆棒直接下料制作。热处理--去除毛坯内应力。齿坯车加工,可分为粗、精等加工。滚齿或插齿加工。剃齿加工 齿面热处理,一般是表面淬火。
2、齿轮的毛坯件主要是锻件、棒料或铸件,其中锻件使用最 多。
-图2")
3、加工步骤:锻造齿轮坯——退火——车削粗加工毛坯——调质——精加工车削尺寸——划线(键槽加工线)——铣键槽——滚齿——齿面淬火、回火——检验。技术要求:尺寸精度、形位公差、轮齿公差、齿面淬火硬度要求。
4、齿轮加工工艺过程包括以下过程:锻造制坯、正火、车削加工、滚、插齿、剃齿等等。齿轮的毛坯件主要是锻件、棒料或铸件,其中锻件使用最 多。对毛坯件首先进行正火处理,改善其切削加工型,便于切削。
5、一般采用两种方法保证:①直接装夹车削(一次安装完成孔和基准端面的精车):②穿轴车削(以孔为基准,完成端面、外圆的车削)。无论采用哪种方法,都应使齿坯达到要求,要有一个高精度的滚齿基准面。
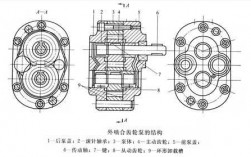
6、加工齿轮一般是将车好内孔齿轮胚套在芯棒上再用螺母锁紧。芯棒是齿轮加工机器上自带的,芯棒和孔要相配,没有合适的话就要先车一根或车一个套,包装齿轮胚能够套在芯棒上。然后用齿轮滚刀或齿轮插刀,齿轮铣刀,加工齿轮。
-图3")
车工外圆加工的详细步骤,(包括用什么刀)一次给进多少,最好在带上一张...
1、一个一个换,工件不移位,压好后车300外圆至图,另一面压板压同上一样车刀厚5,压车时面接头印平面磨到6mm即可。或再压车前另一面先用车床用卡盘夹毛胚车好面最好,然后上花盘压车。
2、首先,你需要三把车刀,正90,切断刀最好要5个宽的,螺纹刀。
3、:左端卡盘夹紧,右端顶尖,加工螺纹大径和570外圆至该70外圆轴线方向多出2-3mm 2:加工退刀槽,然后加工螺纹。3:掉头,以58外圆为定位基准,重复上述步骤。
到此,以上就是小编对于车端面示意图的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏