本篇目录:
数控车床对刀及建立刀补的过程有哪些?
刀具半径补偿的过程分为三步是:刀补建立、刀补进行和刀补撤销。1.刀补建立:刀具从起点接近工件,在编程轨迹基础上,刀具中心向左(G41)或向右(G42)偏离一个偏置量的距离。不能进行零件的加工。
数控车床刀具补偿使用方法如下:(1)刀具位置补偿 刀具磨损或重新安装刀具引起的刀具位置变化,建立、执行刀具位置补偿后,其加工程序不需要重新编制。
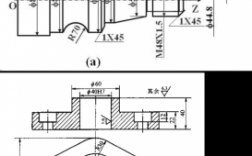
-图1")
数控车床对刀的操作有试切对刀和机外对刀仪这两种对刀方法。
华兴数控(MA-31)车床对刀和刀补操做详细步骤:\x0d\x0a按说明书上的来。对刀就是一般数控刀对法:比如对Z轴,让后按X在按刀补然后在输入自己想设定的数字。在按确认,然后在按操作。
数控车床刀补加减用法 刀补常用的方法是里加外减。刀补有形状补偿和磨损补偿。一般而言,新刀片的磨损量约为0.3至0.5。刀补有两个数据栏,一个用于对刀,另一个用于填刀。刀补是刀具长度的一个非常重要的概念。
数控编程怎么刀补?
数控刀补详细讲解,刀补常用的方法是里加外减。刀补有形状补偿和磨耗补偿,一般换新刀片在磨耗里让0.3到0.5左右。在刀补有两个数据栏,一个是对刀用的,一个是填刀补用的。
-图2")
确定刀补类型:数控钻可以进行半径刀补和长度刀补,根据实际情况选择需要进行的刀补类型。 测量刀具尺寸:在进行刀补之前需要测量当前使用的刀具的实际尺寸,包括刀具半径和长度等。
判别方法—沿着刀具的动动方向看,刀具在工件的右侧称为右补偿。
加刀补值:按照实际刀具磨损情况,在机床数控系统中选择相应的轴进行刀补操作。一般情况下,正负号表示补偿方向,数值表示补偿量。
刀具半径补偿执行过程有哪三步
刀具半径补偿执行过程分建立过程、执行过程、取消过程三个步骤。C刀补中,转接过渡形式主要分为插入型、缩短型、伸长型三种。1.B刀补 特点:刀具中心轨迹段间都是用圆弧连接过渡。优点:算法简单,实现容易。
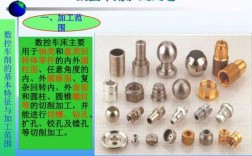
-图3")
刀具半径补偿执行的过程可分为三步。(1)刀具补偿建立 刀具从起刀点接近工件,并在原来编程轨迹的基础上,刀具中心按指定的偏置方式向左( C41)或向右(G42)偏移一个偏置量(如图3-27中的虚线所示)。
起刀点-刀补点-切入点,应该就是这三个阶段吧。
车刀形状和位置 车刀形状不同,决定刀尖圆弧所在的位置不同,执行刀具补偿时,刀具自动偏离零件轮廓的方向也就不同。因此也要把代表车刀形状和位置的参数输入到存储器中。
在使用G4G42进行半径补偿时应采取以下步骤:设置刀具半径补偿值;让刀具移动来使补偿有效(此时不能切削工件);正确地取消半径补偿(此时也不能切削工件)。
刀具半径补偿的过程,刀具半径补偿的过程分三步。刀补建立,刀具从起点接近工件,在编程轨迹基础上,刀具中心向左(G41)或向右(G42)偏离一个偏置量的距离。不能进行零件的加工。
什么是“刀补”?
1、刀补是刀具长度一个很重要的概念。我们在对一个零件编程的时候,首先要指定零件的编程中心,然后才能建立工件编程坐标系,而此坐标系只是一个工件坐标系,零点一般在工件上。
2、刀具补偿是数控机床立铣刀加工的一个环节,可按工件轮廓尺寸进行编制程序,建立、执行刀补,然后进行数控系统自动计算。
3、您好!刀补就是二者都完善的情况下,只能满足一方还有余,为了满足一方而损伤一方的园满完整就要刀补给另一方就叫刀补。
数控加工中的刀具补偿技巧
1、(1)刀具位置补偿刀具磨损或重新安装刀具引起的刀具位置变化,建立、执行刀具位置补偿后,其加工程序不需要重新编制。办法是测出每把刀具的位置并输入到指定的存储器内,程序执行刀具补偿指令后,刀具的实际位置就代替了原来位置。
2、使用G40指令,表示取消刀具半径补偿。这种方法需要在程序中指定取消刀具半径补偿指令,并在机床半径补偿界面中清除刀具半径值或长度值。
3、(1)刀具位置补偿 刀具磨损或重新安装刀具引起的刀具位置变化,建立、执行刀具位置补偿后,其加工程序不需要重新编制。
4、x方向外圆加大就用正,外圆减小就用负,z向厚度增加就要正,减小就要负。
到此,以上就是小编对于如何进行刀补的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏