本篇目录:
- 1、套筒板手是如何制作的呢?是先将钢条切成短钢坯再挤压成套桶形状的...
- 2、钢筋套筒是用什么材料做的?
- 3、什么是钢筋墩头?怎么做出来的?有什么具体的用处?
- 4、自由锻造的基本工序
- 5、钢筋镦粗直螺纹套筒钢筋加工和检验?
套筒板手是如何制作的呢?是先将钢条切成短钢坯再挤压成套桶形状的...
先将链板和衬套组合在一起,并压机把它们压合起来。工人取下它们后,在装置上再放两个链板,并在上面套上滚子,然后把衬套和链板组插进去。再次用机器把所有零件压制在一起,那么滚子链的链环就制作好了。
(1)结构简单。一般只要制做几个零件,再组装起来就做好了。 (2)材料好找。很多材料在家里就可以找到,如空纸盒、牙膏皮、泡沫塑料、罐头筒、废圆珠笔芯、坏了的玩具、铁丝、铁片等。 (3)加工容易。
-图1")
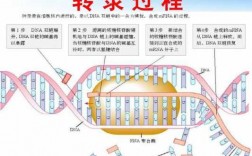
加热完成后,要给刚出炉的钢坯喷水,使其冷却,然后将它放在平压器上,用水冷式轧辊将钢坯压平。这个加工程序能让钢坯做成所需的形状和尺寸。
水果加工成果酱,便于贮藏运输。苹果、桃、杏、梨、红果、沙果、枣、西瓜、草莓、柑桔和香蕉等许多水果都可用来制做果酱。果酱无须保持原来的果形,因而一些废、次、落果,经清洗等处理,只要符合卫生条件的均可利用。
钢筋套筒是用什么材料做的?
1、钢筋连接套筒,用于钢筋机械连接的一种专用产品,分为冷挤压套筒、锥螺纹套筒和直螺纹套筒。
2、首先大致说一下套筒直径标准,这个跟钢筋的规格有关。
-图2")
3、套筒一般是用钢、铸铁、青铜或黄铜来制成的。一些滑动轴承可采用“双金属结构”,以离心铸造法在钢或铸铁内壁上浇注巴氏合金等轴承合金材料,既可节省贵重的有色金属,又能提高轴承的寿命。
什么是钢筋墩头?怎么做出来的?有什么具体的用处?
墩粗钢筋技术是利用冷墩机先将钢筋端部墩粗,然后再利用专用机床对墩粗段进行套丝,利用带内螺纹的连接套筒将二根钢筋连接起来。该工艺可确保钢筋不历套丝而削弱截面积,充分发挥母材强度,而且保持连接快速、方便的特点。
这是在钢筋机械连接中会碰到的,叫做镦粗直螺纹,就是在车螺纹前将钢筋头镦粗,以保证钢筋连接截面的一种方法。
夹具,其中就有镦头夹具。冷拔低碳钢丝可采用冷镦或热墩方法制作镦头;碳素钢丝只能采用冷镦方法制作墩头;直径小于22毫米的钢筋可在对焊机上采用热镦方法制作镦头;大直径的钢筋只能采用热镦方法锻制镦头。
-图3")
自由锻造的基本工序
1、加热:加热是自由锻造的第一步,要求能够让金属材料均匀、充分地受热,达到锻造所需要的塑性变形温度,以使其易于变形,并减少材料中的缺陷。
2、自由锻造的基本工序包括镦粗、拔长、冲孔、弯曲、扭转、错移、切割及锻接等。 【拔长】也称延伸,它是使坯料横断面积减小、长度增加的锻造工序。拔长常用于锻造杆、轴类零件。拔长的方法主要有两种:在平砧上拔长。
3、【拔长】也称延伸,它是使坯料横断面积减小、长度增加的锻造工序。拔长常用于锻造杆、轴类零件。【镦粗】是使毛坯高度减小,横断面积增大的锻造工序。 镦粗工序主要用于锻造齿轮坯、圆饼类锻件。
4、自由锻的基本工序有镦粗、延伸、错开、冲孔、切割、弯曲、扭转和锻焊等。①镦粗。变形时减少锭或坯的长度,增大其横截面,可生产叶轮、齿轮和圆盘等锻件。②延伸。减小坯的横截面,增加其长度,如生产轴、锻坯等。③错开。
5、热锻。在高温下进行的锻压过程称为热锻,热锻可以改善材料的塑性和韧性,使其更容易变形,适用于高强度、高温度环境下的锻造。常用于锻造大型、复杂形状的工件。冷锻。
钢筋镦粗直螺纹套筒钢筋加工和检验?
.钢筋连接开始前及施工过程中,应对每批进场钢筋进行接头连接工艺检验。每种规格钢筋的接头试件不应少于3个,作单向拉伸试验。其抗拉强度应能发挥钢筋母材强度或大于15倍钢筋抗拉强度标准值。
工艺检验:在正式施工前,按同批钢筋、同种直螺纹连接 方式的接头试件不少于3根,同时对应截取接头试件的母材, 进行抗拉强度试验。
需要送检,同一层即为同一施工条件,所以必须每层都检,每个规格都检,即每层每规格每500个检1组。直螺纹连接一般适用于直径16-40mm的HRB33HRB400带肋钢筋的连接。
到此,以上就是小编对于墩粗套筒长度规范的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏