本篇目录:
怎么刮轴瓦
1、选择适当的刮鱼鳞纹工具,刮刀和金属锉刀。沿着轴瓦表面平行于轴向的方向,以适当的角度对轴瓦进行匀速刮磨,使其表面形成鱼鳞纹路。刮磨后,仔细检查鱼鳞纹路的深度和均匀性。
2、刮瓦的程序是:先粗、细刮下瓦,再粗、细刮上瓦。尔后精刮整个瓦,最后刮侧隙和存油点。
-图1")
3、刮研时需要在轴承内孔涂色,轻轻缩紧螺母,做两个半圆弧状的夹子夹住主轴并旋转。根据内孔接触点子刮研内孔。
4、摘 要:(1)连杆轴瓦的刮配。将带轴瓦的连杆按规定方向装在相应的轴颈上.适当旋紧轴承盖螺栓,同时转动连杆至有阻力为止:然后往复转动连杆.使轴瓦与轴颈摩擦。拆下连杆,观察瓦片的接触印痕.用三角刮刀进行刮削。
5、刮削刀具通常为三角刮刀或蛇头刮刀,如果轴瓦轴孔较大且可对分拆开,也可以把轴瓦固定后用特制的拉刮刀进行拉刮作业。每次刮削一遍后最好用细粒度的油石去除刮削毛刺,特别是钢件。
轴瓦上一般都有油孔,佳华轴瓦厂加工这个油孔主要采用什么方法?
1、采用气动工具清理油孔。将气动工具插入油孔内,用气压将残留物吹出。采用专业清洗设备清洗油孔。将专业清洗设备插入油孔内,通过高压水流将残留物清除。更换球磨机轴瓦。如果上述方法无法解决问题,可能需要更换轴瓦。
-图2")
2、铜套内润滑油槽加工方法如下:螺距要挂工件长度的两倍,最低转速,正反螺纹各车一条,螺纹接点进行充分优化。铜套,分为多种,包括机用铜辊、铜轴承等。油润滑轴承,用于各种大型、重型机械上,是机械上的重要组成件。
3、轴瓦一般用青铜、减摩合金等耐磨材料百制成,在特殊情况下,可以用木材、工程塑料或橡胶制成。轴瓦材料通常较软,内圆柱面不宜用磨削度法加工,可以采用镗削、金刚镗削、刮削或研磨法加工。
轴瓦的轴瓦加工
1、轴瓦一般用青铜、减摩合金等耐磨材料百制成,在特殊情况下,可以用木材、工程塑料或橡胶制成。轴瓦材料通常较软,内圆柱面不宜用磨削度法加工,可以采用镗削、金刚镗削、刮削或研磨法加工。
2、轴瓦上一般都有油孔,佳华轴瓦厂加工这个油孔主要采用镗削、金刚镗削、刮削或研磨法加工方法。轴瓦的油孔和油槽为了把润滑油导入整个摩擦面间,轴瓦或轴颈上须开设油孔或油槽。
-图3")
3、平行度和轴瓦孔尺寸精度需要准确。轴瓦的平行度要求较高,一般需要保证轴瓦与轴的配合面平行度在0.01mm以内,以确保轴瓦与轴的配合面具有良好的接触性能。
压裂泵的轴瓦加工标准
1、轴瓦一般用青铜、减摩合金等耐磨材料百制成,在特殊情况下,可以用木材、工程塑料或橡胶制成。轴瓦材料通常较软,内圆柱面不宜用磨削度法加工,可以采用镗削、金刚镗削、刮削或研磨法加工。
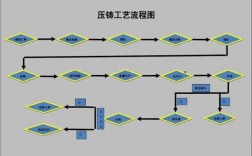
2、根据查询百度文库显示,由《简述压裂泵的生产工艺》可知,压裂泵的生产工艺流程包括以下步骤:原材料准备:包括钢材、铸件、密封件等,需要对这些原材料进行严格的质量检查,确保其符合相关标准和要求。
3、炼钢一锻造一锻后热处理一正火一粗加工一超探UTl—调质热处理一消应回火一硬度性能检测一粗加工一超探UT2—半精加工一精加工一打磨内腔。
原厂轴瓦乌金是怎么浇铸
乌金瓦不可以用脱模法浇铸。轴瓦重新浇铸乌金对于轴瓦乌金面严重损坏,乌金瓦是球磨机的主要工作部件,大型球磨机重达上百吨。
因为乌金具有减摩特性,是唯一适合相对于低硬度轴转动的材料,与其它轴承材料相比,具有更好的适应性和压入性。
在轴瓦内部车出燕尾槽,然后浇铸一层乌金,形成一圈圈乌金层,乌金又称巴氏合金。乌金层的形状有正圆形和椭圆形。
大型轴瓦,例如汽轮机等等,为了轴瓦的接触面严密精度的要求,还是需要人工刮瓦的。即使是更换精度很高的新轴瓦,在实际与大轴的接触中,贴合力不一定很高,必须由人工调整(刮瓦)才能使用。
到此,以上就是小编对于轴瓦生产工艺的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏