本篇目录:
- 1、差压法铸造装置的充型过程
- 2、压铸的工艺过程
- 3、铸造工艺流程
- 4、压力铸造的工艺流程
差压法铸造装置的充型过程
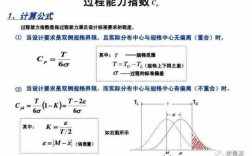
1、充型压力分布:在铸造过程中,充型压力需要均匀分布在模具型腔中。对于大型零件,由于其尺寸较大,往往需要更高的压力才能保证金属液体能够充分填充模具的各个角落。
2、差压铸造分为6个阶段:充气阶段、压力平衡阶段、升液阶段、冲型阶段、保压阶段、互通排气阶段。 1)充型速度可以准确控制,以获得最佳充型速度。2)铸件成形性好,表面粗糙度值低。
-图1")
3、(4)透过选择合适的真空度变化率,控制金属液进入模穴的速度,就可以获得平稳的充填效果。
4、为了实现充型,铸孔尺寸的确定需要充分考虑金属的流动性、凝固速度等。排气是最小铸孔原则的另一个重要考虑因素。在铸造过程中,确保铸件内部不会出现气体或其他杂质的聚集是非常关键的。
5、它的基本工艺过程是:金属液先低速或高速铸造充型进模具的型腔内,模具有活动的型腔面,它随着金属液的冷却过程加压锻造,既消除毛坯的缩孔缩松缺陷,也使毛坯的内部组织达到锻态的破碎晶粒。
6、采用底注式充型,金属液充型平稳,无飞溅现象,可避免卷入气体及对型壁和型芯的冲刷,提高了铸件的合格率。铸件在压力下结晶,铸件组织致密、轮廓清晰、表面光洁,力学性能较高,对于大薄壁件的铸造尤为有利。
-图2")
压铸的工艺过程
压铸是一种通过将高温金属或合金液态材料注入压铸模具中,借助压力和速度实现填充模具,并在模内冷却和凝固的一种金属制造工艺。在生产操作中,首先需要准备好模具,并将其安装在压铸机上。
压铸模锻工艺简介 压铸模锻工艺是一种在专用的压铸模锻机上完成的工艺。
砂型铸造:是一种常用的铸造工艺,采用砂模为铸型,将熔融的铁水浇注到砂模中,冷却固化后取出即可得到铸铁件。
陶瓷粉体中加入表面改性剂如油酸、硬脂酸等,球磨混合,使之具有亲油性,和蜡液良好融合。将改性后的粉料加入熔化的石蜡中搅拌混合至均匀。将混好的料浆加入热压铸成型机中,以适当压力和温度注入模具成型。
-图3")
压铸铝行业的四种底子工艺分别是退火、正火、淬火和回火,这四种工艺被称为压铸中的“四把火”,其在压铸过程中,淬火与回火的关系非常密切,两者缺一不可。
铸造工艺流程
1、混砂阶段:制备型砂和芯砂,供造型所用,一般使用混砂机放入旧图和适量黏土就行搅拌。制模阶段:根据零件图纸制作模具和芯盒,一般单件可以用木模、批量生产可制作塑料模具或金属模,大批量铸件可以制作型板。
2、那重力铸造中的砂铸来讲,铸造工艺流程1配炉料熔炼孕育浇注 2造型砂型砂芯合型 浇注落砂清理热处理可选抛丸防锈入库。
3、熔模铸造的工艺过程:1)模组的除油和脱脂 在采用蜡基模料制熔模时,为了提高涂料润湿模组表面的能力,需将模组表面的油污去除掉。
4、造型(制芯)阶段:包括造型(用型砂形成铸件的型腔)、制芯(形成铸件的内部形状)和配模(将型芯放入型腔并关闭上下砂箱)。造型是选角的关键环节。
5、失蜡法铸造工艺流程是制芯、制蜡模、制型、出蜡、铸后加工。制芯 以黏土为主要成分,加入适量细砂和有机物质(马粪、纸浆)制成泥芯。部分泥芯内加有铁丝作为芯骨以增加泥芯的强度。
压力铸造的工艺流程
1、充填持压充填、持压和开型时间1)充填时间自液态金属开始进入型腔起到充满型腔止,所需的时间称为充填时间。充填时间长短取决于铸件的体积的大小和复杂程度。
2、清理阶段:浇注后等融熔金属凝固后,把型砂清除掉,打掉浇口等附设件,就形成了所需要的铸件了。
3、那重力铸造中的砂铸来讲,铸造工艺流程1配炉料熔炼孕育浇注 2造型砂型砂芯合型 浇注落砂清理热处理可选抛丸防锈入库。
4、混砂阶段:制备型砂和芯砂,供造型所用,一般使用混砂机放入旧图和适量黏土就行搅拌。制模阶段:根据零件图纸制作模具和芯盒,一般单件可以用木模、批量生产可制作塑料模具或金属模,大批量铸件可以制作型板。
5、混砂阶段:根据砂型制造的要求和铸件的不同类型,准备合格的型砂进行造型。造型(制芯)阶段:包括造型(用型砂形成铸件的型腔)、制芯(形成铸件的内部形状)和配模(将型芯放入型腔并关闭上下砂箱)。造型是选角的关键环节。
到此,以上就是小编对于压力铸造工艺流程图的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏