本篇目录:
汽车发动机装配步骤及注意事项
注意活塞的上缘槽口与连杆体和连杆盖的凸点朝向同一侧,即发动机的前部)。
发动机总成安全操作规程 01组装前,必须仔细清洁零件,以保持设备、工具和工作场所的清洁。注意仔细检查并彻底清洁气缸体和曲轴上的所有润滑通道,并用压缩气体/ 02不可互换零件,如缸体和飞轮壳、各活塞连杆组及其对应的气缸等。
-图1")
活塞环的安装步骤 1)将选配好的活塞环清洁后按气环、油环分类,并应注意断面结构及安装顺序。桑塔纳车用活塞环打有“TOP”记号的一面必须朝上安装。2)先装油环。对于组合式油环,先装衬环,再装刮片。
我们来看看具体的注意事项。装配前,所有零件、组件、润滑油路、工具、工作台等。应彻底清洁并用压缩空气体干燥。组装前,检查所有螺栓和螺母,不符合要求的更换;垫圈、垫片、开口销、锁片、锁线、垫圈等。
发动机主要部件的装配注意事项如下:气缸套的安装气缸套是柴油机的易损件,其安装要点包括:(1)将不带止水环的气缸套放入缸体中试一试,使其转动灵活,无明显晃动。同时,检查气缸套台阶尺寸是否符合规定范围内。
简述汽车变速器的装配过程。
1、变速器装配顺序:一般先装倒档轴和中间轴,再装第一轴和第二轴。具体步骤如下:(1)安装倒档齿轮轴,轴向间隙不得大于0.03毫米。(2)试着安装中间轴。
-图2")
2、将变速箱壳体固定在作业台上,用铜棒把中间轴前轴承外圈装入壳体对应的轴承孔内,用铜棒敲击时,应沿轴承外圈邻近均匀敲击。再把分装好的中间轴总成及前、后轴承内圈及滚子总成放入中间轴孔中。
3、定向装配 在变速器装配过程中,往往存在一些影响装配过程的因素,导致装配误差。因此,为了提高装配精度,可以采用定向装配的方法进行控制,有效地降低误差发生的可能性,保证装配工作的整体质量。
4、双离合变速器的结构及工作原理:两个离合器与变速箱装配在同一机构内其中一个离合器负责挂5和倒挡;另一个离合器负责挂6挡。
5、指两轴一轴,它形成变速器的主体,手动变速器包括可以轴向滑动的齿轮,通过不同齿轮的啮合实现变速扭转的目的。自动变速器利用车的速度和负载,即油门的冲程,进行双参数控制,齿轮根据上述两个参数自动上升。
-图3")
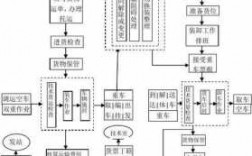
结合当前汽车制造实际简述汽车的生产过程
1、汽车的生产流程是一个复杂而精细的过程,它需要汽车制造商和供应商的密切合作和协调,以确保汽车的质量和性能达到最佳水平。通过不断的技术创新和流程改进,汽车制造业将迎来更加美好的未来。
2、目前,汽车行业已经开始向工业0和数字化工厂迈进。在这个过程中,西门子数字化企业解决方案可以提供强大的助力,覆盖从产品设计和生产规划到生产工程、制造执行和数字化服务的全生命周期。
3、汽车整车生产的工艺流程大致包括哪几个部分汽车制造业的工艺工作主要有冲压工艺、焊装工艺、涂装工艺、总装工艺,也就是人们俗称的汽车“四大工艺”。
4、汽车通过专业的汽车制造工厂进行生产制造车间具体的作业线工序有焊接、冲压、涂装、动力总成等。经过检测认证部门最终的检查、测试之后就可以出厂。
发动机的装配
1、气缸安装新的橡胶密封圈后,将其安装到气缸体中,并用专用工具按压。用专用测量工具测量气缸套相对于气缸体顶面的突出量。
2、发动机上的重要螺栓螺母,如缸盖螺母、连杆螺栓、飞轮螺栓等。,必须按照规定的扭矩依次拧紧,必要时锁紧。装配过程中,每次相对运动的配合面都应涂上干净的润滑油。
3、发动机装配的一般顺序如下:(以顶置气门式汽油发动机为例)1,安装曲轴 如果止推垫片在第一道主轴颈的,先把正时齿轮及止推垫片装在曲轴轴颈上。
4、以凸轮轴顶置式发动机为例,其装配顺序如下:曲轴飞轮组的安装 将飞轮装在曲轴后端凸缘盘上,安装时先用两个定位螺栓定位,再紧固螺母。螺母紧固时应对角交叉进行,紧固力矩为137~147N·m。
5、发动机(Engine)是一种能够把其它形式的能转化为机械能的机器,包括如内燃机(汽油发动机等)、外燃机(斯特林发动机、蒸汽机等)、电动机等。如内燃机通常是把化学能转化为机械能。
6、安装发动机时,所有管道和所有电线应恢复到原位;所有运动部件和加热部件之间应有足够的间隙。在装配过程中,应尽可能使用专用工具,防止零件损坏。注意防火防漏。
汽车装配的要求?
装配的完整性。按照技术和工艺文件要求,把所需零部件及总成全部装配,无漏装或少装现象。不要忽视小零件,如螺钉、平垫圈、弹簧垫圈、开口销等 装配的统一性。按照工艺要求装配,装配方法必须按照工艺要求来做。
⑥相对运动的滑动轴承、轴颈和摩擦面在装配时应涂上机油。⑦装配过程中,随时检查运动部件之间是否有运动不协调。⑧必须明确零件配合的性质和要求,掌握过盈配合和间隙配合的技术标准。
汽车焊接夹具的装配主要有以下要求:撑杆的挡板、螺旋夹紧器件的装配,装上螺钉,配做销钉孔并由销钉保证挡板和螺旋夹紧器件右端面与挡销基面的距离。
必须明确配合件的性质和要求,掌握过盈配合和间隙配合的技术标准。过盈配合和间隙配合的零件应严格按照规定的装配工艺进行装配。09严格按照规定的拧紧力矩和拧紧顺序拧紧螺纹接头。
用户应指定机箱系统;其次,充分整合车辆的技术特点,提高各项参数设置的科学性和有效性,建立可靠有效的车辆功能模型模块和合理科学的装配策略。充分结合用户的实际需求,选择最适合的装配模块,不断提升车辆的相关特性。
前后风挡玻璃是用胶粘接的。现在一般都是机械手自动涂胶,均匀,不浪费。真空加注。汽车上需要的制动液、清洗液、防冻液等液体,都是先用设备抽掉管路中的空气,成为负压状态,然后加注的。
到此,以上就是小编对于汽车装配的主要生产方式的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏