本篇目录:
冲裁变形过程分为哪几个阶段
弹性变形阶段 板料在凸模压力作用下,产生弹性压缩、弯曲、拉深等变形,此时凸、凹模分别略微挤入板料内,凸模端部下面的材料略有弯曲,凹模刃口上面的材料开始上翘。冲裁间隙越大,这种弯曲和上翘就越严重。
冲裁变形过程分为弹性变形、塑性变形和断裂分离三个阶段。在五金精密模具冲压中,冲裁是利用模具内的凸模和凹模板料产生分离的一种冲压工序。
-图1")
分三个阶段。弹性变形阶段;塑性变形阶段;剪裂阶段。冲裁是利用冲模使部分材料或工序件与另一部分材料、工(序)件或废料分离的一种冲压工序。
冲裁时板料分离的变形过程可分为哪些阶段?
1、冲裁变形过程分为弹性变形、塑性变形和断裂分离三个阶段。在五金精密模具冲压中,冲裁是利用模具内的凸模和凹模板料产生分离的一种冲压工序。
2、弹性变形阶段 板料在凸模压力作用下,产生弹性压缩、弯曲、拉深等变形,此时凸、凹模分别略微挤入板料内,凸模端部下面的材料略有弯曲,凹模刃口上面的材料开始上翘。冲裁间隙越大,这种弯曲和上翘就越严重。
3、分三个阶段。弹性变形阶段;塑性变形阶段;剪裂阶段。冲裁是利用冲模使部分材料或工序件与另一部分材料、工(序)件或废料分离的一种冲压工序。
-图2")
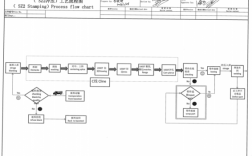
冲压生产的流程和注意事项
1、冲压注意事项 冲裁工序不宜采用脆、硬性材料:冲孔、落料及切边等冲裁工序,不宜使用脆性及硬度过高的材料。材料越脆,冲裁中越易产生撕裂;材料过硬,例如高碳钢,裁断面平面度很大,对厚材料冲裁尤为严重。
2、冲压流程:在一个多工位级进连续冲压模中,排钉机工件被冲压下来,完成压延成型和焊接等工序。
3、单冲压片机的操作流程如下: 填充:将物料填充到模具中。 压片:通过冲压机构对模具施加压力,使物料压缩成型。 出片:压制成型的片剂从模具中被推出。
4、冲压生产中,冲压工应注意事项: 操作者必须了解冲压设备的型号、规格、性能,要班前四查:查交接班记录、查电器、查安全装置、查模具。做到定人、定点、定质、定量和定期加润滑油。
-图3")
5、冲压五金件的制造流程及工艺步骤:分析零件工艺图纸设计并绘出五金工件的零件三视图和工件展开图,其作用是用图纸方式将其板金件的结构表达出来。
6、下面铭丰庆五金制品厂小编就为大家介绍五金冲压加工工艺流程。备料:不同产品所需的模具材料也有所不同,要根据产品特点选择合适的模具材料,如模柄,上盖板及上公夹,脱料板,下模板,垫板及底板。
冲床加工常见的工艺方法有哪些
下面简单介绍下冲床加工的常见工艺方法有哪些:(1)弯曲:将金属板材、管件和型材弯成一定角度、曲率和形状的塑性成型方法。弯曲是冲压件生产中广泛采用的主要工序之一。
)单冲:单次完成冲孔,包括直线分布、圆弧分布、圆周分布、栅格孔的冲压。2)同方向的连续冲裁:使用长方形模具部分重叠加工的方式,可以进行加工长型孔、切边等。3)多方向的连续冲裁:使用小模具加工大孔的加工方式。
夹钳移位方式数控冲床每一次夹钳定位都有一定的行程范围,当超过这个行程时,就必须通过夹钳移位来完成其余的步骤。夹钳移位时压料块压住板料,夹钳松开移动到指定的位置,再次夹紧继续冲压。
冲裁的变形过程一般分为哪三个阶段
1、断裂分离阶段 随着凸模的进一步下降,在凸、凹模刃口附近产生的微裂纹不断扩展,并上、下重合,板料的断面分离,整个冲裁过程结束。
2、冲裁变形过程分为弹性变形、塑性变形和断裂分离三个阶段。在五金精密模具冲压中,冲裁是利用模具内的凸模和凹模板料产生分离的一种冲压工序。
3、分三个阶段。弹性变形阶段;塑性变形阶段;剪裂阶段。冲裁是利用冲模使部分材料或工序件与另一部分材料、工(序)件或废料分离的一种冲压工序。
4、冲裁的变形过程:弹性变形阶段(变形区内部材料应力小于屈服应力 );塑性变形阶段(变形区内部材料应力大于屈服应力);断裂分离阶段(变形区内部材料应力大于强度极限) 。
5、冲裁变形过程大致可分为 弹性变形 、 塑性变形 、 (断裂分离)三个阶段。 冲裁件的切断面由 圆角带 、(光亮带) 、 剪裂带 、 毛刺 四个部分组成。
6、模具冲裁次数越多,模具磨损越严重,表面磨损了,模具尺寸减小,也就是冲裁间隙变大了。因此综合以上几点考虑,又要考虑最佳的冲裁间隙,让产品效果好,然后也考虑到磨损的速度,保证模具的寿命。
到此,以上就是小编对于冲裁变形过程的三个阶段是什么?的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏