本篇目录:
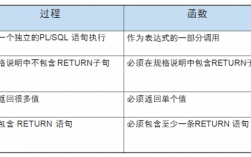
电火花线切割加工的步骤?
第一步:把各个电机的线路连接好。调试好正反转。水箱中加好配比好的切削液溶液。第二步:把需要切割的导电的金属物夹装好拉正基准面,钼丝固定正确的位置。调好钼丝和切割件的垂直或基面。
研磨、珩磨、超精加工及抛光等方法属于光整加工工序。机床床身铸件粗加工工序,从工件上切去大部分加工余量,使其形状和尺寸接近成品要求的工序为粗加工工序。
-图1")
线切割初学步骤是开机: 接通电源,按下电源开关把加工程序输入控制器开运丝: 按下运丝电源开关,让电极丝滚筒就可以了。
在操作线切割机床,使用者需要确认以下信息:1)清理干净工作台面和工作箱内的废料、杂质,搞好机床及周围的‘5S’工作。
②然后把铜片折叠的弯曲部分用小手锤锤平,并用什锦锉修理成楔形;③再把经以上处理的铜片塞到线电极加工所形成的缝隙里,同时在工件该部分的表面滴上502胶水(即环氧树脂瞬时快干胶)。
即应该 把小铜片制成圆弧形,而且还应该用金相砂布打磨被锤过的铜片表面,以保证铜片 表面光滑 以避免划伤工件已加工过的表面。
-图2")
求助线切割割锥度的步骤!!!
逆时针方向切割时取正角度工件上小下大(正锥);取负角度则工件上大下小 (倒锥)。顺时针方向切割时情况刚好相反。本系统可 作变锥切割。参照附例1。
将文件保存为支持线切割机的DXF格式,并将其导入到线切割机的控制软件中。在控制软件中打开导入的文件,并选择锥形立体对象进行编辑。在编辑界面中找到锥形立体对象的锥度参数,并根据需要进行调整。
标准锥度加工:只须在锥度设置子菜单中输入要加工的锥度角度,即可对普通的3b文件进行锥度切割。同时也可在3b文件中插入锥度控制指令,进行变锥或等圆弧处理。异形锥度加工:在程序上预先编制上下面的两个3b文件。
在逆割加正锥时、顺割加倒锥时,采用A 0。 当A 0 时用GX表示。
-图3")
点火花和线切割原理?
1、其基本工作原理是利用连续移动的细金属丝(称为电极丝)作电极,对工件进行脉冲火花放电蚀除金属、切割成型。线切割技术原理:线切割加工是通过电火花的放电原理对零件进行加工。
2、电火花线切割加工主要靠热膨胀和局部微爆炸,使熔化、气化了的金属材料抛出蚀除。
3、加工原理:电火花加工时,脉冲电源的一极接工具电极,另一极接工件电极,两极均浸入具有一定绝缘度的液体介质(常用煤油或矿物油或去离子水)中。
4、电火花、线切割都属于电加工,都是靠电压瞬间击穿释放高能量,局部高温,侵蚀掉金属,理论上导电物体都能加工。只不过线切割是以线为载体,火花机是以电极做载体。
线切割圆程序怎么编的
即以X轴看圆弧AB的投影值,所以J=OC+OD=8+2=10000(10㎜)○2 又因为圆弧的起始点在坐标系的第一象限,且从A到B为逆时针切割,则Z =NR1 所以其3B程序为:B 8000 B 1000 B 10000 GX NR1 。
首先在线切割设备已设置好,等待接收代码的情况下,依次点击“线切割”。线切割页面下“同步传输”。然后选择“...”浏览文件。接着找到桌面保存的3B代码,然后点击“打开”。
比如R10的圆,间隙补偿单边0.1,起点圆心,终点也是圆心。
圆间隙补偿在一侧(起点的中心)为0.1,终点也为圆的中心。
线切割圆形6等分的教程编制如下:首先用圆点加半径指令把圆画出来,然后确认切割起点坐标,通常为0,按加工指令即可,找到编程面板,按退出(D)待命,进入预备编程状态。
线切割单板机的操作详细过程
1、步骤如下:装夹好工件,穿丝对刀。先割4个小孔和中间的大孔,每割完一个孔,暂停,拆丝,空走到下个孔的位置,再穿丝,割孔,依次重复。拆丝,空走到外围,穿丝,割外圆。
2、先导入程序,引入线要加起始符‘L’,每段封闭程序后要加停止符‘DD’。
3、先从一条线切进去,将内孔切完,再从另一条线走出来,再转外圈即可。绘图时,画双线,可以一次就全部走完,如果只画单线,机床不认单线,走过一次,就不会再从原路走回,就要多次编程,比较麻烦。
到此,以上就是小编对于线切割实践过程的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏