本篇目录:
- 1、焊接设备的结构特点
- 2、等离子弧焊设备通常由哪几部分组成?
- 3、焊条电弧焊的焊接设备主要由什么组成?
- 4、为什么化工设备多采用焊接连接,简述焊接连接的特点
- 5、sd系列塑料管道热熔对接机结构及工作原理
焊接设备的结构特点
焊接结构与铆接、铸造、锻造结构相比,具有明显的优点:构造合理,易简化结构,减轻自重,板厚限制小,制造周期短,成本低,还可焊接不同金属材料等。作为焊接结构本身还具有以下特点:①整体性强。
焊接接头的强度高;焊接结构设计的灵活性大;焊接接头密封性好;焊接结构适合大型的或者重型的,单件小批量的简单结构的制造;焊前准备工作简单;结构的变更与改型快,并且简单;成品率高。
-图1")
根据所焊窗形大小,机头沿导轨方向移至合适位置上手动锁紧。3 4#机头不但具有自动水平移动机构,而且还有T型焊接机头自动定位机构,机头手动夹紧机构。
焊接连接的气密性和水密性都较好,结构刚性也较大,结构的整体性好。焊接残余应力使结构发生脆性破坏的可能性增大,并降低压杆稳定承载力,同时残余变形还会使构件尺寸和形状发生变化,矫正费工。
双头热压焊机是一种用于金属材料的热压焊接的设备,具有以下产品特点: 双头设计:双头热压焊机具有两个焊接头,可以同时进行两个焊接操作,提高了生产效率。
交流电焊机电焊机组成结构 交流电焊机又称弧焊变压器,是一种特殊的降压变压器,它是由降压变压器、阻抗调节器、手柄和焊接电弧等组成。
-图2")
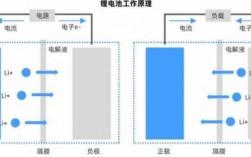
等离子弧焊设备通常由哪几部分组成?
和钨极氢弧焊一样,按操作方式,等离子弧焊设备可分为手工焊和自动焊两类。手工焊设备由焊接电源、焊枪、控制电路、气路和水路等部分组成。自动焊设备则由焊接电源、焊枪、焊接小车(或转动夹具)、控制电路、气路及水路等部分组成。
等离子弧焊的组成结构介绍 焊接电源 下降或垂直下降特性的整流电源或弧焊发电机均可作为等离子弧焊接电源。用纯氢作为离子气时,电源空载电压只需65~80V;用氢、氢混合气时,空载电压需110~120V。
(3) CO2气体保护焊设备:主要由焊接电源、供气系统、送丝机构和焊枪等组成。(4) MIG惰性气体保护焊设备:包括焊枪、焊接电源与控制装置、供气和供水系统四大部分。
它是由药皮和焊芯两部分组成。下面是我为大家分享焊接设备及材料知识详解,欢迎大家阅读浏览。 焊接材料 (一)手工电弧焊焊接材料 焊条的组成 焊条就是涂有药皮的供电弧焊使用的熔化电极。它是由药皮和焊芯两部分组成。
-图3")
半自动CO2气体保护焊设备主要由焊接电源、供气系统、送丝机构和焊枪等组成。惰性气体保护焊设备。手工惰性气体保护焊设备包括焊枪、电源与控制装置、供气和供水系统四大部分。等离子弧焊设备。
。微束等离子弧焊 15~30A以下的熔入型等离子弧焊接通常称为微束等离子弧焊接。由于喷嘴的拘束作用和维弧电流的同时存在,使小电流的等离子弧可以十分稳定,现已成为焊接金属薄箔的有效方法。
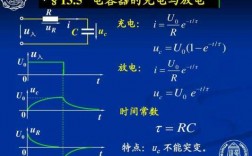
焊条电弧焊的焊接设备主要由什么组成?
1、一般说的电焊说指手工电弧焊;设备有焊机(焊接电源),焊接回路线(焊接地线),焊钳加焊接电缆线,电焊条。氩弧焊--手工钨极氩弧焊: 设备有焊机(焊接电源),焊接供气系统,冷却系统,氩弧焊枪,焊接回路地线。
2、焊条电弧焊设备中使用较多的是额定焊接电流在500A以下的弧焊电源。目前,焊条电弧焊设备主要有交流弧焊电源、直流弧焊电源、弧焊逆变电源三大类。
3、需要混合机(搅拌机)、焊条线矫正机、切割机、废焊条拨皮机、检测机、配电盘、烘干机。焊条涂有药皮的供焊条电弧焊使用的熔化电极,它由药皮和焊芯两部分组成的。
4、焊接设备包括焊接能源设备、焊接机头和焊接控制系统。1/焊接能源设备 用于提供焊接所需的能量。常用的是各种弧焊电源,也称电焊机。它的空载电压为60~100伏,工作电压为25~45伏特,输出电流为50~1000安。
为什么化工设备多采用焊接连接,简述焊接连接的特点
缺点:焊接是一个不均匀的加热和冷却过程 ,焊接接头组织不均匀,焊接后会产生 焊接应力 与变形。
化工设备由于其结构的特殊性,许多焊接工作都需要在现场作业,且设备体积庞大,给运输和安装工作带来不利影响。
首先,焊接连接具有高强度和稳定性。焊接过程中,金属材料经过高温和压力处理,不仅可以提高材料的密度和硬度,还可以消除材料内部的杂质和气孔,从而增强材料的强度和耐腐蚀性。
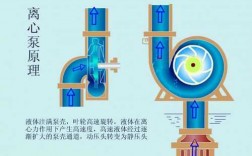
sd系列塑料管道热熔对接机结构及工作原理
热熔对接机液压站工作原理如下:热熔对接机通过电机带动油泵将液压油从油箱中吸入,经过油滤器、油冷却器处理后,通过液压阀控制油液的流向和压力,将液压油输送到对接机器头的油缸中。
高周波塑胶熔接机工作原理 是塑料热合的首选设备。主要原理利额和高场便塑料极性分子反复扭转来产生磨擦热,进而达到熔接的目的,其熔接的温度是表里均匀的。
热熔机是由电加热方法将加热板热量传递给上下塑料加热件的熔接面,使其表面熔融,然后将加热板迅速退出,将上下两片加热件加热后熔融面熔合、固化、合为一体的仪器。
整机结构坚固,焊接方便快捷,焊口永不渗漏。热熔模头采用独特的不粘塑高温涂层(PTFE)技术,使用寿命长。更换模头即可用于各种口径大小的塑料管材管件的连接。
到此,以上就是小编对于过程设备焊接结构期末考试的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏