本篇目录:
冲压模具加工工艺流程
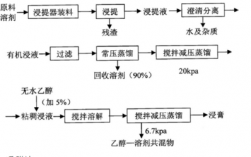
加工工艺流程是根据生产需要到材料商定钢料,订好之后钢料之后进行开料,开好料以后进行四边测试公差,检测完毕之后的小细节,比如小的配件生产可以直接拿去去冲床,然后进行铣切或CNC加工处理。
冲压模具制作流程:制定零件图,制造工艺模型,造型.熔化合金和浇铸,清理铸模和修饰型腔。下面以拉延成形模为例介绍其工艺过程。
-图1")
模具制造工艺流程 弯曲模:包括压弯、拉弯; 拉深模:包括拉深、变薄拉深; 成形模: 包括翻边、成形、 整形、压印。 从工序的复合性质分: 单工序模、复合模和级进模。
油烟机冲压工艺流程如下:需要准备好所需的原材料,通常是不锈钢板或铝合金板等。根据产品的设计图纸和要求,设计适合的冲压模具,包括切割模、成型模、弯曲模等。
冲压模具的工作原理是怎样的?
1、冲压模具又被称之为冷模,它是利用冲压机压力作用在模具上,使放在模具中的金属产生形状的变化。
2、冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加工(或称压力加工),合称锻压。
-图2")
3、冲压--是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。冲压模具是冲压生产必不可少的工艺装备,是技术密集型产品。
4、他的工作原理很简单,就是电机带动曲轴一端的大飞轮,曲轴带动压力机上工作台做往复运动,大飞轮旋转使其具备了一定的“势能”,冲压的瞬间飞轮“势能”转换成冲压能。滑块(上工作台)往复运动的距离我们称冲床的行程。
冲压模具的安装步骤是怎么样的
1、(3)总体装配。 总装是将零件和组件结合成一副完整的东莞冲压模具过程。在总装前,应选好装配的基准件和安排好上、下模的装配顺序。(4)调整凸、凹模间隙。 在装配模具时,必须严格控制及调整凸、凹模间隙的均匀性。
2、安装前首先应确认模具刃口锋利,凹模刃口上没有崩口,凸模没有缺角。如果有崩口或缺角,请首先刃磨刀口。合模前应在上、下模之间垫入一张硅钢片,防止由于搬运过程碰伤刀口。
-图3")
3、先把冲压模具合在一起,测量合模后模具的高度,(上模平面到模具底座的距离)然后把冲床滑块降到下死点,然后把滑块丝杠向上调节,使得滑块的下平面到冲床工作台的距离大于冲压模具的高度尺寸。
4、安装时,先要冲床的滑块降到下死点,把滑块的丝杠往上调,使得上下模合在一起能够放进去。
冲压模具是怎么安装的?
(3)总体装配。 总装是将零件和组件结合成一副完整的东莞冲压模具过程。在总装前,应选好装配的基准件和安排好上、下模的装配顺序。(4)调整凸、凹模间隙。 在装配模具时,必须严格控制及调整凸、凹模间隙的均匀性。
先把冲压模具合在一起,测量合模后模具的高度,(上模平面到模具底座的距离)然后把冲床滑块降到下死点,然后把滑块丝杠向上调节,使得滑块的下平面到冲床工作台的距离大于冲压模具的高度尺寸。
安装前首先应确认模具刃口锋利,凹模刃口上没有崩口,凸模没有缺角。如果有崩口或缺角,请首先刃磨刀口。合模前应在上、下模之间垫入一张硅钢片,防止由于搬运过程碰伤刀口。
一般都做法是将上模降下来,使得上下模合在一起。然后把上模与滑块分开,然后把滑块升上去,松开下模的固定螺丝,用铲车,或者用人工把模具抬下来。安装时,与拆卸的顺序相反。
到此,以上就是小编对于冲压装模操作视频的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏